Weldcom - Laser Beam Welding (LBW) là dạng đặc biệt thuộc nhóm hàn nóng chảy, trong đó kim loại ở chỗ nối được nung chảy bằng tia laser tập trung công suất lớn do máy phát lượng tử quang học tạo ra. LBW thường dùng để nối các chi tiết lắp ở những chỗ khó chạm tới, hàn các chi tiết rất nhỏ, hàn vật liệu có độ chảy cao (như gốm).
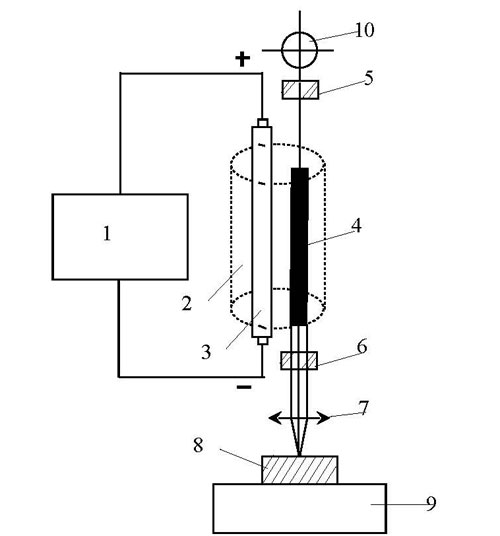
Sơ đồ cấu tạo và nguyên lý hoạt động laser sử dụng hồng ngọc
1: Bộ cung cấp và điều khiển điện
2: Buồng phản xạ ánh sáng.
3: Đèn phát xung.
4: Thanh hồng ngọc.
5: Gương phản xạ toàn phần.
6: Gương phản xạ bán phần.
7: Thấu kính hội tụ.
8: Chi tiết.
9: Bàn gá.
10: Tế bào quang điện.
Nguyên tắc cấu tạo của máy hàn và máy cắt laser là gần như nhau, tuy nhiên máy hàn có thể được bổ sung thêm bộ cấp khí bảo vệ, cũng như hệ thống cấp kim loại phụ tùy thuộc theo yêu cầu mối hàn.
+ Máy hàn laser cấu tạo bao gồm một tinh thể hồng ngọc hình trụ. Hồng ngọc là hợp kim nhôm oxit ( AlO2) có chứa hợp chất tích cực Crom. Hồng ngọc được sử dụng thường là sản phẩm nhân tạo.
+ Hai đầu của tinh thể hồng ngọc là 2 gương phản xạ một gương phản xạ toàn phần, một gương phản xạ bán toàn phần có một lỗ nhỏ cho việc phát tia laser.
+ Tinh thể hồng ngọc được bao quang hoặc nằm trong lõi của đèn xoắn Xenon. Đèn Xenon đóng vai trò là nguồn cấp xung. Cả hệ thống đèn lõi hồng ngọc được chứa trong buồng phản xạ ánh sáng nhằm phản xạ tối đa ánh sáng vào tinh thể hồng ngọc. Đèn Xenon có tác dụng chuyển hóa năng lượng điện thành năng lượng ánh sáng.
+ Một hệ thống làm mát sử dụng khí hoặc chất lỏng để bảo vệ thanh hồng ngọc không bị phá hỏng bởi nhiệt sinh ra.
+ Khi đèn xenon phát sáng toàn bộ năng lượng sẽ tập trung vào thanh hồng ngọc những Ion Cr+3 chứa trong thanh hồng ngọc bị kích thích lên mức năng lượng cao, khi tụt xuống chúng sẽ phát ra những lượng tử.
+ Hai hệ thống gương phản xạ lượng tử làm chúng đi lại nhiều lần trong thanh hồng ngọc và kích thích các Ion Cr+3 khác để rồi phóng ra các chùm tia điện tử khác.
+ Chùm tia lượng tử sau khi được tập trung sẽ được phát ra qua gương phản xạ bán phần 6. Chùm tia sẽ được tập trung lại qua hệ thống thấu kính và tập trung lên chi tiết gia công và chuyển thành nhiệt năng.
+ Nhiệt lượng làm vật liệu hàn tan chảy trên một diện tích nhỏ khí nguội các liên kết hàn trở lên đồng nhất.
+ Hàn laser tùy từng vật liệu, tính chất mối hàn yêu cầu mà yêu cầu khí bảo vệ cũng như kim loại bù.
Ưu điểm của hàn lazer
+ có thể hàn laser cho các mối hàn cùng hoặc khác chất liệu.
+ Tia laser có thể kiểm soát được độ chính xác cao, điểm hàn cũng có thể đặt được chính xác.
+ Tốc độ nung nóng cũng như làm nguội cao, vùng ảnh hưởng nhiệt là nhỏ do đó hàn laser tốt cho các vị trí hàn có liên kết với các bộ phận dễ ảnh hưởng bởi nhiệt.
+ Quy trình hàn thu được mối hàn sạch và thường ít phải làm sạch mối hàn.
Nhược điểm của hàn laser
+ Tốc độ hàn chậm ( từ 25->250mm/phút ).
+ Tốc độ nguội nhanh có thể gây ra các vấn đề với mỗi hàn thép cacbon cao.
+ Giá thành trong thiết bị là cao so với các phương pháp hàn khác.
Ứng dụng của hàn laser
Hàn laser được sử dụng trong công nghiệp điện tử, hàn các thiết bị y tế, đồ trang sức, trong các hệ thống tự động sản xuất ô tô.